
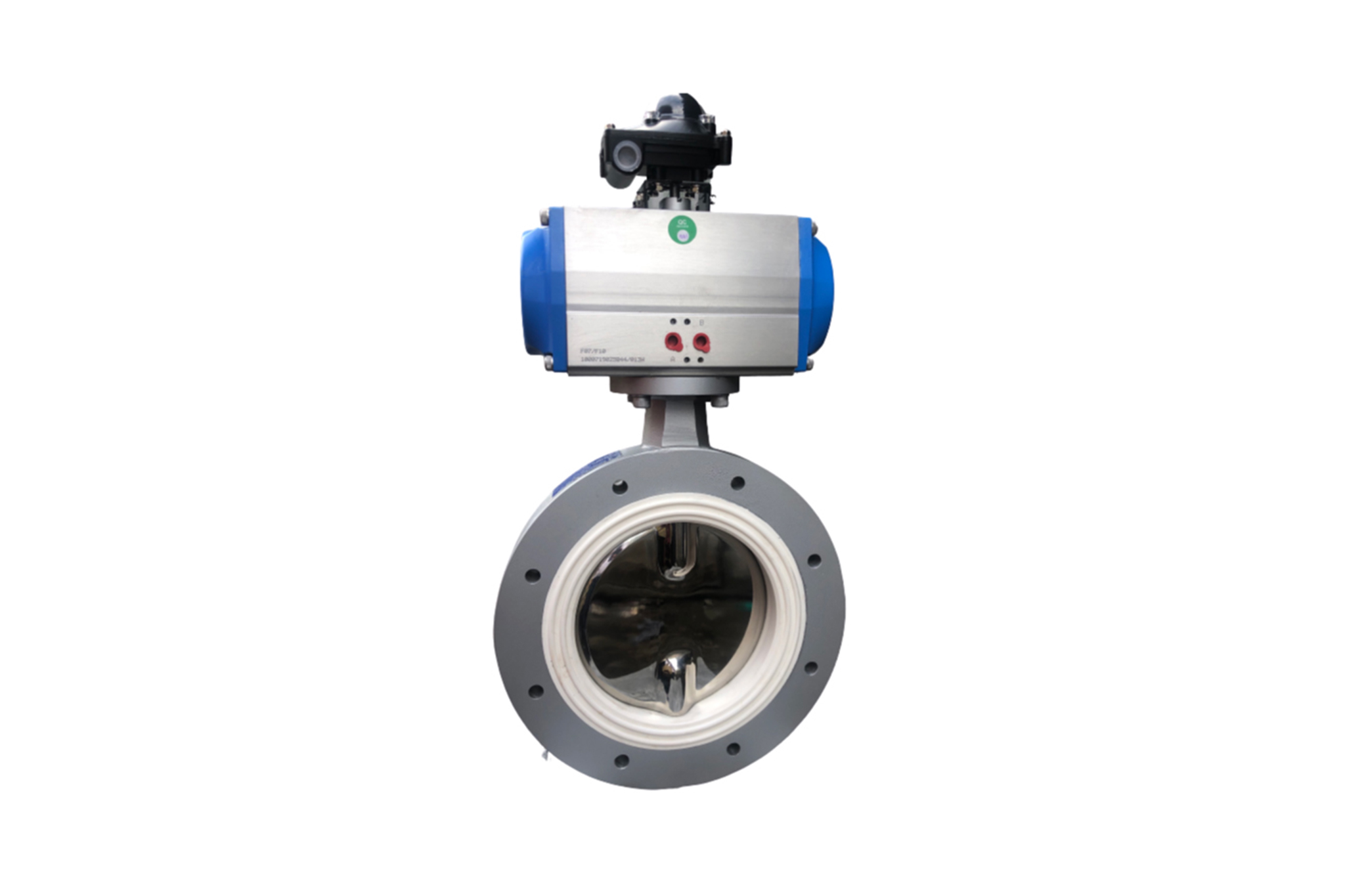
Butterfly Valve
We understand the critical importance of quality components when it comes to manufacturing for the pharmaceutical sector.
Complete Engineering Solutions
Improved technologies for manufacturing our products
Butterfly Valve Exporter Company in Middle East: We supply Butterfly Valves to pharma industries with Aluminium body And stainless steel body from sizes Dn100 to Dn600 with pressure rating upto 10Bar , with decades of experience in manufacturing butterfly valves to many the leading pharma companies ,mehtech understands your need perfectly (Butterfly Valve Exporter Company in America).


- Highly skilled professionals who have great knowledge on this domain
- Very well aware of the standards and norms of the Industry
- Improved technologies for manufacturing our products
- Timely delivery of the same